Procesos de Mecanizado
Un mecanizado es un proceso de fabricacion que comprende un conjunto de operaciones de conformación de piezas mediante remoción de material, ya sea por arranque de viruta o por abrasión.
Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas previamente conformadas por otros procesos como moldeo o forja. Los productos obtenidos pueden ser finales o semielaborados que requieran operaciones posteriores.

Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas previamente conformadas por otros procesos como moldeo o forja. Los productos obtenidos pueden ser finales o semielaborados que requieran operaciones posteriores.






Fresado
MECANIZADO POR ARRANQUE DE VIRUTA
FRESADORA
Presentado Por:
Braian Alejandro Cadena Romero
John Alexander Acosta urrego
Aldemar Soto
Vivian Liseth Suarez
Diego Alejandro Huertas Mayorga
Leonard Solis Novoa
Presentado a:
Sandra Torres
SENA - Centro De diseño y metrología
Diseño de moldes para transformación de materiales plásticos
Información técnica - Taller
Curso: 35620
Jornada: diurna
Bogotá D. C. 2 de noviembre de 2010
TABLA DE CONTENIDO.
Introducción
A. La Maquina fresadora
B. Constitución
C. Historia de la máquina fresadora
D. Clasificación
E. Características
F. Funcionamiento
G. Condiciones de uso
H. Accesorios
I. Ejes porta Fresa
J. Tipos de montaje de piezas
K. Elementos de fijación
L. Fresas
M. Velocidad de Corte
N. Avances
O. Cabezal Universal
P. Pinzas y Porta pinzas
Q. Trabajos característicos de la fresadora
R. Fichas y Nomas de seguridad para el uso de la fresadora
S. Empleo de líquidos refrigerantes durante el fresado
T. Engranajes (Generalidades)
U. Conclusión
V. Referencias bibliográficas y Cibergrafía
INTRODUCCIÓN
El presente trabajo ha sido elaborado con fines didácticos, para lograr por medio del mismo un auto aprendizaje e ilustración acerca de la máquina herramienta más usada en los talleres por su diversidad de trabajos que pueden desarrollarse en ella.
Este trabajo contiene, algunas informaciones técnicas básicas que el principiante debe conocer para poder realizar todas las operaciones de mecanización de piezas en la fresadora. En esta información técnica se le da a conocer los diversos tipos de máquinas fresadoras, sus accesorios, herramientas que se utilizan, las fórmulas y tablas matemáticas que deben aplicarse para el cálculo de engranaje, así como los tipos de lubricantes-refrigerantes que se deben utilizar durante el fresado.
A. LA MAQUINA FRESADORA
La maquina fresadora, como generalmente se le llama, es una máquina herramienta de movimiento continuo, destinada al mecanizado de materiales por medio de una herramienta de corte llamada fresa. Permite realizar operaciones de fresado por superficies de las más variadas formas: Planas, Cóncavas, Convexas y Combinadas.
B. CONSTITUCIÓN
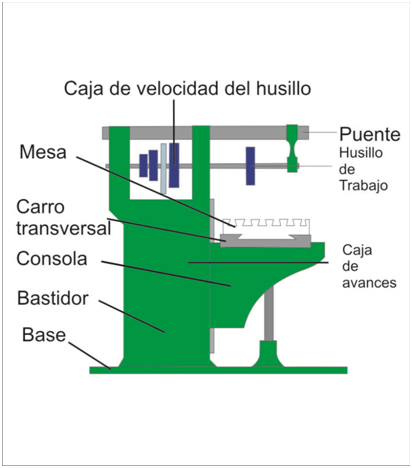
En las máquinas de fresar comúnmente usadas en los talleres de construcción mecánicas, se distinguen las siguientes partes principales:
· El bastidor: Es una especie de cajón de fundición, de base reforzada y de forma generalmente rectangular, por medio del cual la máquina se apoya en el suelo. Es la parte que sirve de sostén a los demás órganos de la fresadora.
· Husillo de trabajo: Es uno de los órganos esenciales de la máquina, puesto que es el que sirve de soporte a la herramienta y le dota de movimiento. Este eje recibe el movimiento a través de la caja de velocidades.
· La mesa: Es el órgano que sirve de sostén a las piezas que han de ser trabajadas, directamente montadas sobre ella o a través de accesorios de fijación, para lo cual la mesa está provista de ranuras destinadas a alojar los tornillos de fijación.
· Carro transversal: Es una estructura de fundición de forma rectangular, en cuya parte superior se desliza y gira la mesa en un plano horizontal; en la base inferior, por medio de unas guias, está ensamblado a la consola, sobre la cual se desliza accionado a mano por tornillo y tuerca, o automáticamente, por medio de la caja de avances. Un dispositivo adecuado permite su inmovilización.
· La consola: Es el órgano que sirve de sostén a la mesa y sus mecanismos de accionamiento. Es un cuerpo de fundición que se desliza verticalmente en el bastidor a través de unas guías por medio de un tornillo telescopio y una tuerca fija. Cuando es necesario para algunos trabajos, se inmoviliza por medio de un dispositivo de bloqueo.
· Caja de velocidades del husillo: Consta de una serie de engranajes que pueden acoplarse según diferentes relaciones de transmisiones, para permitir una extensa gama de velocidades del husillo. Generalmente se encuentra alojada interiormente en la parte superior del bastidor. El accionamiento es independiente de que efectúa la caja de avances, lo cual permite determinar más juiciosamente las mejores condiciones de corte.
·
C. HISTORIA DE LA MAQUINA LA FRESADORA
La primera máquina de fresar se construyó en 1818 y fue diseñada por el estadounidense Eli Whitney con el fin de agilizar la construcción de fusiles en el estado de Connecticut. Esta máquina se conserva en el Mechanical Engineering Museum de Yale.4 En la década de 1830, la empresa Gay & Silver construyó una fresadora que incorporaba el mecanismo de regulación vertical y un soporte para el husillo portaherramientas.
En 1848 el ingeniero americano Frederick. W. Howe diseñó y fabricó para la empresa Robbins & Lawrence la primera fresadora universal que incorporaba un dispositivo de copiado de perfiles. Por esas mismas fechas se dio a conocer la fresadora Lincoln, que incorporaba un carnero cilíndrico regulable en sentido vertical. A mediados del siglo XIX se inició la construcción de fresadoras verticales. Concretamente, en el museo Conservatoire National des Arts et Métiers de París, se conserva una fresadora vertical construida en 1857.
La primera fresadora universal equipada con plato divisor que permitía la fabricación de engranajes rectos y helicoidales fue fabricada por Brown & Sharpe en 1853, por iniciativa y a instancias de Frederick W. Howe, y fue presentada en la Exposición Universal de París de 1867. En 1884 la empresa americana Cincinnati construyó una fresadora universal que incorporaba un carnero cilíndrico posicionado axialmente.
En 1874, el constructor francés de máquinas-herramienta Pierre Philippe Huré diseñó una máquina de doble husillo, vertical y horizontal que se posicionaban mediante giro manual.
En 1894 el francés R. Huré diseñó un cabezal universal con el que se pueden realizar diferentes mecanizados con variadas posiciones de la herramienta. Este tipo de cabezal, con ligeras modificaciones, es uno de los accesorios más utilizados actualmente en las fresadoras universales.
En 1938 surge la compañía Bridgeport Machines, Inc. en Bridgeport, Connecticut, la cual en las décadas posteriores se hace famosa por sus fresadoras verticales de tamaño pequeño y mediano.
D. CLASIFICACION
La gran variedad de fresadoras puede reducirse a tres tipos principales: horizontales, verticales y mixtas, caracterizadas, respectivamente, por tener el eje porta fresas horizontal, vertical o inclinable.
a) FRESADORAS HORIZONTALES: Esencialmente, constan de una bancada vertical llamada cuerpo de la fresadora, a lo largo de una de cuyas caras se desliza una escuadra llamada ménsula o consola, sobre la cual, a su vez, se mueve un carro porta mesa que se ha de fresar. En la parte superior de la bancada están alojados los cojinetes en los que gira el árbol o eje principal, que a su vez puede ir prolongado por un eje porta fresas. Estas fresadoras se llaman universales cuando la mesa de trabajo puede girar alrededor de un eje vertical y puede recibir movimiento automático en sentido vertical, longitudinal y transversal, o al menos en sentido longitudinal.
b) FRESADORAS UNIVERSALES: La máquina fresadora universal se caracteriza por la multitud de aplicaciones que tiene. Su principal nota característica la constituye su mesa inclinable que puede bascular tanto hacia la izquierda como hacia la derecha en 45°. Esta disposición sirve con ayuda del cabezal divisor para fresar ranuras espirales. Los tres movimientos de la mesa en sentido vertical, longitudinal y transversal se pueden efectuar a mano y automáticamente en ambos sentidos. Topes regulables limitan automáticamente la marcha en el punto deseado. En las manivelas que sirven para mover la mesa hay discos graduados que permiten ajustes finos. Estas máquinas encuentran aplicación en mecánica fina, en construcción de herramientas y de moldes, en la fabricación de piezas sueltas y de pequeñas series. En estas aplicaciones tienen empleos muy variados mediante accesorios basculantes y fácilmente recambiables que las hacen aptas para toda clase de trabajos con arranques de viruta.
c) FRESADORAS VERTICALES: Así se llaman las fresadoras cuyo eje porta fresas es vertical. En general son mono poleas y tiene la mesa con movimiento automático en sentido vertical, longitudinal y transversal. En la fresadora vertical el husillo porta -fresa está apoyado verticalmente en una cabezal porta-fresa generalmente giratorio. La fresadora vertical se aplica generalmente para trabajos de fresados frontales.
d) FRESADORAS COPIADORAS: Las máquinas fresadoras copiadoras cuyos procesos de trabajo pueden mandarse a mano o de modo totalmente automático, permiten la fabricación de piezas con formas irregulares, de herramientas para trefiladoras y para prensas y estampas siguiendo una plantilla, un modelo o un prototipo. El movimiento de un punzón que va palpando el modelo se transmite al husillo porta fresa por medios mecánicos, hidráulicos o electrohidráulicos con refuerzo electrónico. En algunas máquinas los movimientos del palpador pueden seguirse sobre una pantalla.
e) FRESADORA MIXTA: Cuando, auxiliándose con accesorios, el husillo puede orientarse en las dos posiciones
E. CARACTERÍSTICAS DE LA FRESADORA
El hecho de que la herramienta de trabajo de la fresadora sea de filos múltiples, y que se puedan montar en el eje porta fresa combinaciones de fresas de diferentes formas, le confiere a esta máquina características especiales, y una ventaja sobre otras máquinas-Herramientas como lo es poder realizar una gran variedad de trabajos en superficies situadas en planos paralelos, perpendiculares o formando ángulos diversos; Construir ranuras circulares, elípticas mecanizados en formas esféricas, cóncavas y convexas con rapidez y precisión.
Además de las características comunes a las fresadoras en general, la fresadora universal está dotada de un cabezal universal de doble inclinación que le permite la inclinación del eje porta fresa, formando cualquier ángulo con la superficie de la mesa.
La mesa puede girar en un ángulo horizontal hasta un ángulo de 45 grados en ambos sentidos. Otras características importantes y que nos dan idea de las posibilidades de la máquina son:
· Largo y ancho de la mesa
· Giro de la mesa en ambos sentidos (45 grados)
· Máximo desplazamiento longitudinal de la mesa
· Máximo desplazamiento transversal de la mesa
· Máximo desplazamiento vertical de la consola
· Máxima altura de la superficie de la mesa al husillo principal
· Máximo y mínimo número de RPM del husillo principal
· Avances en m/m
· Velocidad y potencia del motor
· Paso de la máquina
Estas características son las que permiten identificar la máquina en los catálogos comerciales, donde vienen explicadas en detalle
F. FUNCIONAMIENTO
El accionamiento principal lo produce un motor alojado en la parte posterior del bastidor, el cual transmite el movimiento al husillo de trabajo, a través del sistema de engranajes de la caja de velocidades. El movimiento de avance automático lo produce la caja de avances la cual transmite el movimiento a través de un eje con articulación Cardán a un mecanismo de tornillo sin fin y corona. El desplazamiento vertical de la consola y el transversal del carro y el longitudinal de la mesa, pueden hacerse también manualmente pro medio de manivelas acopladas a mecanismos de tornillo y tuerca.
El husillo de trabajo se prolonga con el eje porta fresa, en el cual se monta la herramienta. Cuando este eje es largo, se apoya en un soporte que se monta en el brazo superior.
G. CONDICIONES DE USO
Como la fresadora es una máquina concebida para realizar trabajos de precisión, su fabricación es hecha con mucho cuidado, lo cual motiva su elevado costo. De allí se deduce la necesidad de conservarla en condiciones óptimas de uso, lo que se logra manteniendo sus mecanismos bien acoplados, lubricación en forma adecuada y suficiente en la superficie de rotación y deslizamiento, y procurando mantenerla en buen estado de limpieza.
H. ACCESORIOS
La fresadora está provista de una serie de accesorios que le permiten realizar las más variadas operaciones de fresado, los cuales se indican a continuación:
· Cabezal universal
· Ejes porta fresas
· Aparato divisor y contrapunta
· Mesa circular divisora
· Divisor lineal
· Aparato amortajador
· Cabezal especial para fresar cremalleras
· Mesa inclinable.
· Pinzas porta fresas.
I. EJES PORTA FRESAS:
Son accesorios de la fresadora que se usan para sujetar la fresa y a la vez para transmitirle el movimiento que recibe el husillo. Se construyen de acero duro aleado, bien tratado y con acabados muy lisos y precisos.
Tipos:
· Los ejes porta fresas se seleccionan según el tipo de fresa que se debe montar y el tipo de trabajo que se va a efectuar. Para diferenciar estos porta fresas se les agrupa dentro de una primera clasificación en:
· -Ejes porta fresas largos.
· Ejes porta fresas cortos.
· Ejes porta fresas largos: Las partes principales de un eje porta fresas largo, por las funciones que cumplen son:
· Eje cilíndrico
· Collar impulsor
· Cuerpo cónico.
Ejes porta fresas cortos o mandriles porta fresas.
Estos ejes cumplen con la misma función que los ejes porta fresas largos. Su diferencia está en que el eje cilíndrico largo se ha reemplazado por uno muy corto y en otros casos se ha eliminado por completo, según sea el tipo de fresa que se requiere tomar. Estas características permiten clasificar los ejes porta fresas cortos en dos tipos: para fresas con agujero y fresas con espigas.
Para fresas con agujero.
De agujero liso: Estos mandriles sé sub-clasifican en dos tipos, de acuerdo al chavetero de fresas:
· Para fresas con chavetero transversal.
· Para fresas con chavetero longitudinal.
El apriete de la fresa se efectúa por medio de tuerca o tornillo, según sea el diseño del mandril.
El largo del vástago cilíndrico del mandril debe ser menor que el ancho de la fresa. En caso de ser mayor, se suplementa el ancho de la fresa con anillos separadores con chaveteros, a fin de poder apretar la fresa contra el mandril.
· De agujero roscado: Estos portafresas tienen el vástago roscado, lo que permiten tomar y fijar aquellas fresas que en lugar de chavetero llevan el agujero roscado.
· Para fresas con espigas.
· Cuando las fresas de espiga cónica no se pueden fijar directamente al husillo por diferencias en los diámetros y por diferencia de conicidades, se emplean estos mandriles que actúan como manguitos cónicos intermediarios entre la espiga de la fresa y el husillo. Debido a las combinaciones que resultan de tener que montar fresas con estas espigas, los mandriles portafresas, para hacer posible estas combinaciones, se construyen con diversas conicidades, por ejemplo: con conicidad interior Morse y coincida exterior Stsandard americana o viceversa.
· Con espiga cilíndrica: Para la sujeción y apriete de las fresas que tienen el mango cilíndrico se dispone de:
· Mandriles con agujero cilíndrico, en cuyo agujero ajusta el diámetro de la espiga de la fresa; para fijarlo dispone de un prisionero que se aprieta contra una muesca plana que lleva la espiga de la fresa.
Portapinzas: Son mandriles hechos para ser fijados directamente al husillo cuyo alojamiento permite tomar en forma centrada las pinzas, sujetándolas mediante una tuerca o un tirante.
El cuerpo cónico se fija en el husillo y, en el alojamiento del portapinza, se mete la pinza que es fijada por la tuerca. Al apretar la tuerca no sólo se fija la pinza sino también se aprieta la pieza al ser presionado el asiento cónico de la pinza.
Algunos tipos de portapinzas, por su diseño, traen también una contratuerca, la que permite fijar posición definitiva de apriete de la pinza y de la pieza.
La rosca interior de la parte cónica permite fijar el portapinzas al husillo de la máquina por medio de la barra de apriete. Hay, además, cierto tipo de pinzas que no requieren portapinzas para fijar las fresas; en este caso, el apriete se logra al fijarlas en el husillo de la máquina.
J. TIPOS DE MONTAJE DE PIEZAS.
· Aparato divisor: El montaje sobre el aparato divisor permite hacer en la fresadora ciertas operaciones que de otro modo no será posible ejecutarlas, o cuando menos resultarían muy complejas.
· - Algunos de estos casos son:
· Conseguir que la pieza gire a una velocidad relacionada y en forma simultánea con el desplazamiento de la mesa ( para hacer engranajes helicoidales, brocas, tornillos sinfín, levas en espiral),
· Hacer divisiones distribuidas regularmente en la periferia de una pieza (anillos graduados, ruedas dentadas),
· Fresado de piezas en ángulo (engranajes cónicos).
Clasificación:
· Los montajes que permiten mecanizar piezas en el aparato divisor pueden agruparse básicamente en tres:
· Montaje al aire
· Montaje entre puntos
· Montaje entre el plato y punto, los cuales corresponden a montajes típicos en torno.
· La misma disposición de la nariz del husillo del aparato divisor y del torno como también los mismos elementos empleados (platos, puntos centros, contrapunta, bridas de agarre) permiten efectuar los montajes en forma similar.
Características y empleo:
Montaje al aire:
· Es el que se hace usando sólo el cabezal divisor, en el que se ha montado el plato universal o un mandril con espiga cónica. Se recurre a estos montajes cuando por las condiciones de trabajo o por la forma y dimensiones de la pieza, es la manera más conveniente de fijarla y de permitir la acción de la herramienta.
Montaje entre puntos:
· Para estos montajes se usa la contrapunta y el cabezal, en cuyo husillo se ha ubicado un punto centro.
· Hay que diferenciar dos formas de montaje entre puntos:
· El montaje directo de la pieza entre puntos y,
· El montaje de piezas sobre mandriles ubicados entre puntos.
· Ambos montajes permiten un centrado rápido y seguro de piezas, las que pueden sacarse y volverse a poner sin perder por ello su concentricidad. Las piezas que se montan sobre mandriles son aquellas que llevan un agujero central mecanizado, como engranajes y anillos, los cuales posteriormente irán colocadas en ejes, razón por la que es importante conservar la concentricidad entre el agujero central y la superficie exterior.
· El giro de las piezas, en ambos casos, se hace posible mediante el montaje de los elementos de arrastre.
Precauciones:
Cuando se va a trabajar una pieza montada en el plato universal se debe verificar su centrado, porque las mordazas, al igual que el mecanismo que las acciona, están expuestas a desgaste y no siempre centran bien la pieza. Además, el apriete debe darse de acuerdo al tipo de pieza y superficie de agarre para no dañarla y al tipo de trabajo para evitar que se suelte o que la herramienta dañe el plato.
PRECAUCION:
Un apriete excesivo podría dañar el mecanismo del plato.
En este tipo de montaje se debe tener presente la relación: 1"1,5d para el largo de la pieza que queda al aire. Si no se cumple esta relación, la pieza debe montarse con apoyo en ambos extremos.
Montaje entre plato y punto:
· Este tipo de montaje es que resulta más indicado cuando hay que dar pasadas fuertes a la pieza; sin embargo, el centrado que se obtiene no es tan preciso como el que se consigue montando la pieza entre puntos.
· Hay ocasiones en que es la solución más conveniente, ya que por no haber espacio suficiente no se podría colocar la brida de arrastre, además de resultar más cómodo tomar la pieza en el plato.
· Precauciones:
· Cuando la pieza que se toma entre puntos o entre plato y punto es muy larga o muy delgada conviene darle un tercer apoyo, para evitar que flexione. Incluso en ciertas oportunidades cuando la pieza es larga y delgada se usa un doble apoyo adicional. En ambos casos se recomienda el uso de gatos.
K. ELEMENTOS DE FIJACION
Los elementos de fijación son generalmente de acero o hierro fundido. Sus formas varían según su aplicación y sirven para la fijación de piezas sobre las mesas o sobre accesorios de las máquinas herramientas.
Reciben diversos nombres, tales como: bridas, calces, gatos, escuadras.
· Bridas: Son piezas de acero, forjadas o mecanizadas, de forma plana o acodada, con una ranura central para introducir el tornillo de fijación. Estas bridas también pueden tener un tornillo en uno de sus extremos para regular la altura de fijación.
· Calces: Los calces son elementos de apoyo, de acero o hierro fundido y mecanizados. Pueden ser planos, escalonados, en “V “ y regulables. (ver anexo)
· Gatos: Son elementos de apoyo, generalmente de acero, compuestos de un cuerpo y un tornillo con una contra tuerca para bloquearlo. La parte superior puede ser articulada o fija. (ver anexo )
· Escuadras: Son elementos generalmente construidos de hierro fundido, sus caras son planas y mecanizadas formando un ángulo de 90° (ver anexo).
- Las hay de diversos tamaños y tienen ranuras por donde se introducen los tornillos de fijación.
Se pueden fijar sobre mesas de máquinas o sobre platos planos y otros accesorios de las máqinas, para permitir su propio mecanizado o el de materiales que se vayan a montar en ellas.
Nota: Estos elementos para ser usados deben tener sus caras lisas y sin deformaciones.
L. LAS FRESAS
Las fresas son herramientas que cortan a través del filo de sus dientes, cuando están animadas de un movimiento de rotación. Son características de la fresadora, aunque pueden utilizarse en otras máquinas-herramientas, para realizar algunas operaciones especiales de fresado.
Constitución y terminología
Las fresas en general están constituidas por un cuerpo de revolución, en la periferia del cual se hallan los dientes tallados en el propio material, o postizos-
Destacaremos algunos aspectos formales
1. Cuerpo: puede ser cilíndrico, cónico, esférico o combinaciones de ellos. Se constituye en aleaciones de acero, llamados rápidas y excepcionalmente acero al carbono.
Las fresas de gran diámetro suelen tener su cuerpo de acero al carbono y dientes postizos de acero rápido o carburos metálicos. En los cuerpos de distinguen las superficies laterales y las frontales.
Están dispuestos sobre la superficie de la fresa; Según se hallen ubicados se llaman también laterales o frontales. Cada diente de puede considerar un herramienta de corte y por tanto debe reunir sus condiciones.
Susu filos pueden seguir líneas rectas o curvas que al girar constituyen el perfil de la fresa.
Hay fresas llamadas de dientes alternados, en las cuales las disposición de sus dientes es tal, que ofrecen siempre un ángulo de salida positivo.
Los dientes de perfil constante son los que al afilarse conservan su perfil, como en las fresas para tallar dientes de engranajes o las fresar ranuras para machos y brocas helicoidales. En estas fresas las superficies de incidencia siguen una espiral de Arquímedes.
La Espiga y el Agujero
Para su sujeción y Conducción durante el corte, las fresas tienen una espiga que pueden ser cónica o cilíndrica, o un agujero.
Las espigas tienen dimensiones proporcionales al esfuerzo máximo que la fresa realiza durante el corte y las cónicas son normalizadas. Los agujeros también están proporcionados y pueden tener chavetero para montarlas en el eje porta herramienta, con Chaveta de avance, a fin de evitar deslizamientos durante el corte.
Tipos y Clasificación
Características
En cuanto a la forma de pedirlas se debe tener en cuenta:
§ La forma de la fresa
§ Las dimensiones( en mm o Inch)
§ Las dimensiones del agujero o de la espiga
§ El tipo de dientes
§ En caso de fresas especiales e indicarán todas las características que ayuden a definir la fresa, por ejemplo: para tallar engranajes se dedicarán el módulo, el número de dientes y el ángulo de precisión.
Condiciones de uso y mantenimiento
Las fresas son herramientas caras y delicadas, por lo cual deben extremarse las precauciones para evitar un rápido deterioro. Algunos aspectos que se deben considerar para tener mejores condiciones de uso y mantenimientos son los siguientes:
§ Elija la fresa para cada trabajo
§ Trabaje en las condiciones adecuadas (Velocidad de Corte, Profundidad de corte, refrigeración).
§ Una vez terminado el trabajo, verifique el buen estado de los filos, si es necesario hágala afilar.
§ Límpiela y cúbrala con una delgada película de aceite y grasa.
§ Guárdela en su lugar cuidando que sus filos no reciban golpes
M. VELOCIDAD DE CORTE EN LA FRESADORA
Para definir la velocidad de corte en la fresadora, se toma como referencia un punto situado en un filo de la fresa.
En las fresas cilíndricas todos los puntos de su filo tendrán la misma velocidad en cualquier punto que se considere. Pero en las fresas cónicas o de perfiles combinados, Cada punto de uno de sus filos tendrá una velocidad diferente. En estos casos se considera la velocidad que tendrá el punto que dista más del eje de la fresa, dicha distancia será igual a la mitad del diámetro mayor de la fresa. En consecuencia, se puede definir la velocidad de corte en las fresas, diciendo que es la velocidad lineal, en Metros X Minuto de un punto situado sobre un filo de la fresa; en las fresas cónicas o de perfiles combinados, se toma como referencia el punto de un filo situado sobre el diámetro mayor de la Fresa.
Varios factores influyen para determinar la velocidad de corte en cada caso; Entre los más importantes están:
§ El tipo de fresa y sus dimensiones
§ El material a cortar
§ El avance y la profundidad de corte
§ El uso de fluidos de corte
§ El tipo de montaje de material
La velocidad de corte viene establecida en tablas elaboradas después de numerosas experiencias e investigaciones.
La velocidad de corte (Vc) se mide en metros minuto y se pude calcular de la siguiente manera:
1000
Siendo: d = D de la fresa en mm
N = Número de revoluciones por minuto (RPM)
Lo que se debe hacer en cada caso, es elegir la velocidad de corte de acuerdo a las condiciones del trabajo y calcular el número (N) de RPM, para fijarlas en las máquinas, con el fin de que la fresa trabaje con al velocidad seleccionada.
Para obtener el número de RPM se buscan los valores en la tabla de velocidad de corte correspondiente, tomando en cuenta los factores antes mencionados y se aplica la formula siguiente:
d . Pi
En caso de no existir en al fresadora en número calculado, se elige el inmediato inferior.
La tabla adjunta indica las velocidades de corte recomendadas, según el material y el tipo de fresa
N. AVANCES, PROFUNDIDAD DE CORTE Y FORMAS DE TRABAJAR DE LAS FRESAS
El corte de los materiales por medio de las fresas se hace combinando su moviento de rotación (Mr), con el de avance del material (Ma).
Para trabajar correctamente, consideremos en forma muy simplificada lo que acontece durante el corte con lo dientes laterales de una fresa, en un momento dado, el diente estará en contacto don el material, en el punto (A) y continurá hasta el punto (B) debido al giro de la fresa.
En un momento dado, el diente (1) estará en contacto con el material, (Figura 1) en el punto (A) continuará hasta el punto (B) debido al giro de la fresa.
El diente (2) que le sigue entrara en contacto en el punto (C) del material, cuando llegue a la posición que tiene el (1) en la figura y dejará de cortar en al punto (D). Para ese entonces habrá cortado el n¡material que corresponde al area rayada ( BCD), en forma de coma, que se denomina “sección de viruta”
Avance por diente (e)
La distancia (e) que hay entre las trayectorias de 2 dientes consecutivos, como lo son el ( 1) y el (2). Se denomina avance por diente y se expresa en mm.
Avance por vuelta (a)
Cuando el diente haya dado una vuelta completan volverá a ponerse en contacto con el material, pero entre tanto cada diente de al fresa habrá cortado una viruta.
Si la fresa tiene (Z) dientes, el material se habrá desplazado un distancia.
Z . e = a (avance pro vuelta)
Por ejemplo, si al fresar tiene 8 dientes (z =8) y el material avanza 1 mm pro cada diente (e = 1 mm), el avance pro vuelta será a = z . e= 8 x 1= a 8 mm.
Revoluciones por minuto ( n)
Se llama así la cantidad de vueltas compeltas que da la fresadora en 1 minuto. Se designa con la letra (n) por ejemplo N = 800 RPM significa que hace 800 vueltas por minuto.
Avance por minuto (A)
Si sabemos cuanto avanza el material cada vuelta de la fresa( avance a), y conocemos su número de revoluciones por minuto( N) podemos calcular el avance del material por minuto. Este dato es importante, ya que es lo que se fija en al caja de avances de la fresadora.
Por ejemplo
si e= a 1 mm; z = 8 ; N= 200
El avance por minuto a= e . Z . N = 1X8 X 200= 1600 m/minuto
Profundidad de corte (Pr)
La diferencia entre la altura (h) del material antes del corte y al atura (H’) después del corte, se llama profundidad de corte( Pr). es lo que la fresa penetro en la pieza para quitar la capa de material. Comúnmente conocida con el nombre de pasada.
Fresado Tangencial
Cuando la fresa corta con los dientes laterales, se le denomina fresado tangencial. Se puede de deducir que cada diente al cortar deja sobre el material una curva y que la trayectoria de los dientes consecutivos determinan una cresta (P).
Esta cresta se repite para cada corte de cada diente, dejando una ondulación sobre el material característico en esta forma de fresar.
Cuando estas crestas tiene una altura que se desea disminuir par aun mejor estado superficial, se forma disminuyendo el avance (e) y aumentando el diámetro de la fresa.
Fresado Frontal
Se llama fresado frontal aquel en que la superficie perpendicular al eje de la fresa tiene una terminación producida por los dientes frontales, mientras lo laterales trabajan tangencialmente.
Los dientes frontales tienen su filo coincidiendo con el plano de la superficie trabajada; por tanto, la rotación de la fresa y la traslación simultanea del material permiten obtener una superficie plana sin las crestas características de fresado tangencial.
O. CABEZAL UNIVERSAL
El cabezal universal es un accesorio de la máquina de fresar. El husillo de trabajo que posee el cabezal se coloca formando cualquier ángulo con la superficie de la mesa.
Este accesorio se acopla al husillo principal de la máquina. Por sus especiales características le da a la fresadora una de sus principales condiciones de universalidad, permitiéndole realizar las más variadas operaciones de fresado.
Constitución
Está compuesto por tres cuerpos A , B, C.
Cuerpo A que se fija en el bastidor, presenta una colisa circular ( 1-A) en al que se puede girar el resto del cabezal en un plano vertical. Una escala graduada permite leer el ángulo que desea fijar.
Cuerpo B que se adapta a l abase apoyada en el bastidor. Presenta otra colisa circular en el cual se apoya el tercer cuerpo (1-b) .
Cuerpo C es el cuerpo que contiene el husillo secundario de trabajo. Este cuerpo se fija al cuerpo B a través de una colisa circular de éste, en el que puede girar en un plano perpendicular al de al colisa de cuerpo A ( 1-C).
Funcionamiento
El movimiento de rotación llega al husillo secundario en el cabezal universal, a través del eje intermediario que se monta en el husillo principal, en el cual se acopla el sistema de engranajes del mecanismo interior del aparato.
Cabezal Vertical
Este es un aparato similar al cabezal universal que se monta en la fresadora horizontal. Sus posibilidades son más limitadas que las del cabezal universal, ya que solo puede girar en un plano vertical. El sistema de engranajes del mecanismo interior están en una relación tal, que le permite tener en el husillo secundario de trabajo, velocidades mayores que las del husillo principal de la máquina y del cabezal universal.
Condiciones de Uso
En esto accesorios, deben tenerse las siguientes precauciones para conservarlos en condiciones óptimas de funcionamiento:
§ Al manipularlos, evitar golpes que puedan deteriorar las superficies de apoyo
§ Conservar un ajuste correcto en los órganos móviles de su mecanismo
§ Mantenerlos lubricados de acuerdo a las instrucciones del manual
§ Limpiar bien el cono del husillo antes del montaje de cualquier porta herramienta
§ Antes de poner a funcionar la máquina es conveniente hacerlo girar manualmente para verificar si el montaje se ha hecho correctamente
§ Cuando se tenga que apretar o soltar el porta herramienta con el tirante se debe fijar la mínima velocidad de rotación en la máquina
P. CLASIFICACION DE LAS FRESAS POR SUS APLICACIONES
Las fresas presentan muy variadas formas para adaptarse al trabajo que se ha de ejecutar. Las fresas se muestran continuación:
Fresas para labrar superficies planas. Pueden ser cilíndricas y frontales, según que los sientes se encuentren en la cara cilíndrica o en una de las caras planas.
Aunque las primeras pueden ser de diente recto, casi siempre son de diente inclinado, o sea, helicoidales.
Cuando se trata de trabajos fuertes, se emplean fresas dobles, cuyos dientes están inclinados en sentido opuesto, para evitar las presiones axiales.
Las fresas frontales pueden ser de dientes postizos. Hay también fresas que pueden trabajar por dos caras.
Fresas para ranurar: Se llaman así las que se emplean para construir ranuras de perfil rectilíneo.
Las hay cortantes por una caras, por dos caras y por tres caras. Algunas de estás últimas se construyen en dos piezas, entre las cuales se pueden colocar rodajas de papel o chapa delgadas para hacer variar la anchura de la fresa entre pequeños limites.
Fresas para labrar herramientas: las hay para ranurar brocas, machos, mandriles, fresas, etc.
· Fresas para ranurar en T
· Fresas para ranuras en cola de milano
· Fresas para ranuras de chaveta
· Fresas sierras de discos para cortar
· Fresas para ejes estriados
· Fresas de roscar
· Fresas para avellanar.
Q. PINZAS Y PORTAPINZAS
Cómo algunas fresas de espiga cilíndrica y broca no pueden fijarse directamente al husillo, se recurre a las pinzas. Debido a su forma permiten el alojamiento de este tipo de herramientas, fijándolas al husillo mediante un mandril especial llamado porta pinzas.
Construcción
Las pinzas básicamente pueden definirse como un cuerpo cilíndrico hueco, ranurado a su largo en forma parcial y con una parte cónica, lo que permite el cierre de la pinza sobre la pieza. Su forma puede variar, pero el principio de funcionamiento es el mismo.
Características
Se construyen de acero y su principal característica es la de utilizar la elasticidad del material del que están hechas para poder apretar la pieza que se necesita tomar en su alojamiento.
Clasificación
Según la forma de la pieza o herramienta que se desea tomar, se encuentra en el comercio una variedad de tipos que pinzas que pueden clasificarse en:
a) Pinzas para barras
· Cilíndricas
· Cuadradas
· Hexagonales
· Otras
b) Pinzas para anillos
· De fijación exterior
· De fijación interior
Cada tipo de pinzas se fabrica en juegos de diferentes medidas, en mm e Inch, que permiten tomar piezas de la medida y formas correspondientes.
Condiciones de Uso
El agujero de las pinzas se mecaniza con precisión para un tamaño específico; por eso deben tenerse cuidado al seleccionar el tamaño adecuado para sujetar en buena forma la pieza respectiva, cuya espiga a de ser lisa y de medida uniforme.
De no hacerse una elección adecuada, puede dañarse la pinza, además de no lograrse un buen apriete de la pinza.
Porta Pinzas
Son los mandriles hechos para ser fijados directamente al husillo cuyo alojamiento permite tomar en forma centrada las pinzas, sujetándolas mediante una tuerca o un tirante.
Funcionamiento
Según el tipo de pinza varia la forma de la pinza, pero su principio de funcionamiento es el mismo.
El cuerpo cónico se fija en el husillo y, en el alojamiento del protapinzas, se mete la pinza que es fijadas por la tuerca. Al apretar la tuerca no solo se fija la pinza si no también se aprieta la pieza al ser presionado el asiento cónico de la pieza.
Algunos tipos de portapinzas, por su diseño, traen también una contratuerca, la que permite fijar la posición definitiva de apriete de la pinza y de la pieza.
La rosca interior de la parte cónica permite fijar el porta pinzas al husillo de la máquina pro medio de la barra de apriete.
Hay además, cierto tipo de pinzas que no requieren porta pinzas, para fijar las fresas; En esta caso, el apriete se logra al fijarlas en el husillo de la máquina.
R. TRABAJOS CARACTERISTICOS DE LA FRESADORA
La fresadora se presta para una variedad muy grande de trabajos sobre piezas mecánicas. A continuación se nombraran algunos de los trabajos más comunes realizados en esta máquina herramienta.
· Fresado plano o planeado: Es la operación por la cual se hace plana, con una fresa, la superficie de un pieza mecánica.
Suscribirse a:
Entradas (Atom)